LIFE
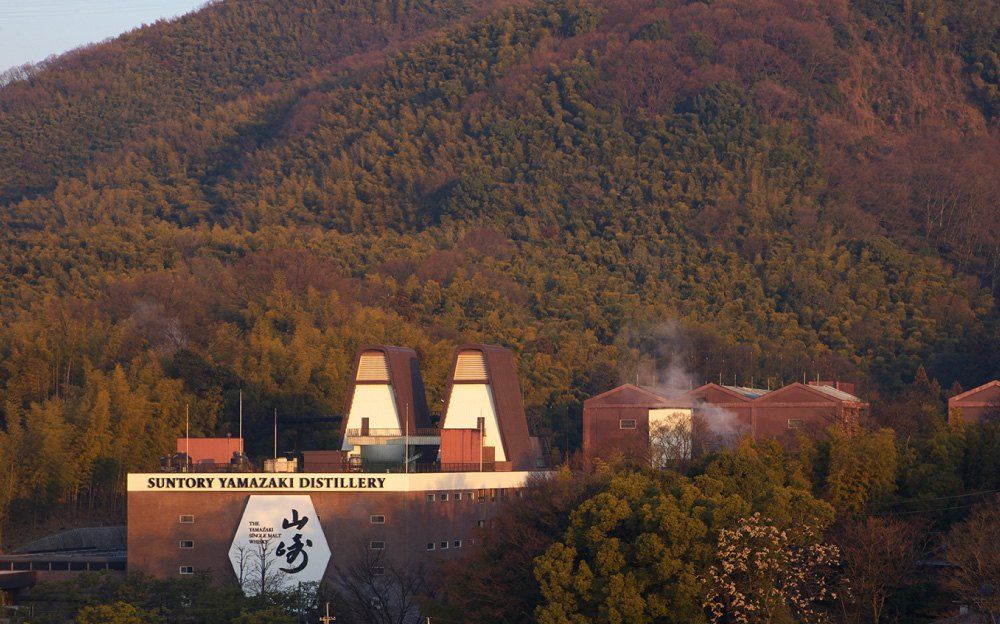
산토리 야마자키 증류소 오사카 투어 오픈
일본 최초의 위스키, 1923년 자리 잡은 산토리 야마자키 증류소를 직접 다녀올 수 있는 기회가 열렸다.

전체 페이지를 읽으시려면
회원가입 및 로그인을 해주세요!


1923년 산토리의 창업자 도리이 신지로는 일본인의 섬세한 미각에 맞는 위스키를 만들기 위해 야마자키 증류소 건설에 착수했다.
도리이 신지로가 야마자키의 땅을 선택한 첫 번째 이유는 물이다. 물은 위스키의 생명이며 품질을 결정하는 큰 요소로, 사계절의 변화를 느낄 수 있는 풍요로운 자연의 땅 야마자키는 만요슈의 시로도 읊어졌다고 전해지는 명수의 고장이다. 또 다른 이유는 환경이다. 야마자키는 가쓰라가와강, 우지강, 기즈강의 3개 강이 합류하는 지점으로, 짙은 안개로 습윤한 자연환경이 특징이다. 이것은 나무통 안에서 잠자는 위스키가 천천히 숙성되는 것을 돕는다.
야마자키 증류소 투어
「
싱글 몰트 위스키 야마자키의 제조 과정
」
「
원료, 당화
」
이 두 가지 원료를 사용해 첫 번째 과정인 ‘당화’를 진행한다. 당화에서는 먼저 으깬 보리 맥아와 따뜻하게 데운 야마자키의 명수를 섞어준다. 이렇게 하면 맥아 속 효소가 작용해 전분이 당분으로 분해되어 달콤한 보리 주스인 맥아즙이 만들어진다.
맥아가 으깨진 정도는 완성되는 위스키의 향과 맛에 영향을 준다. 야마자키 증류소에서는 이상적인 맛을 얻기 위해 맥아 알갱이의 크기를 세 단계로 나누어 배합을 조정한다. 또, 약 6시간에 걸쳐 정성 들여 당화를 진행해, 탁하지 않고 맑은 맥아즙을 만들고 있다. 이렇게 만들어진 맥아즙은 과일처럼 향기롭고 화려한 위스키의 베이스가 된다.
「
발효 과정에서는 당화로 만들어진 맥아즙을 여과해 발효조에 옮겨 담은 후 맥아즙에 효모를 첨가한다. 산토리에서는 여러 종류의 효모를 구분해서 사용하고 있다. 이 효모의 작용을 조절하는 것이 중요하며, 이런 효모에 적합한 발효 조건을 선택하고 있다. 효모는 맥아즙의 당을 분해해서 알코올과 탄산가스로 바꾼다. 발효는 약 사흘에 걸쳐 이뤄지며, 이를 통해 알코올이 약 7% 함유된 ‘워시’가 만들어진다. 발효
」야마자키 증류소에서는 두 개의 발효조를 사용하고 있다. 하나는 깔끔한 맛을 내는 스테인리스 발효조이며, 다른 하나는 나무통 발효조이다. 나무통 발효조는 온도 관리가 어렵고 유지보수도 힘들지만, 보온성이 뛰어나 복잡하고 풍부한 맛을 낼 수 있다. 이 두 종류의 발효조를 만들고 싶은 맛에 따라 구분해 사용함으로써 발효 단계부터 다양한 타입의 워시를 만들 수 있다. 양조가는 완성된 워시의 향과 맛을 오감으로 파악하고, 앞으로 어떤 위스키가 만들어질지 상상하면서 작업을 한다.
「
증류에서는 물과 알코올의 끓는 온도, 즉 비점의 차이를 이용해 발효로 만들어진 향기와 맛의 성분을 알코올과 함께 농축하고 추출한다. 구리로 된 증류솥으로 워시를 두 번 증류함으로써 알코올 농도가 높은 뉴포트를 얻을 수 있으며 알코올 도수는 약 70%까지 높아지게 된다. 증류의 구조
」증류 과정에서도 다양한 원주를 만들기 위한 노력을 많이 하는데, 그중 하나가 증류솥 형태의 차이다. 야마자키 증류소에서는 다양한 형태와 크기의 솥을 사용해 맛의 차이를 만들어낸다. 곧게 뻗은 스트레이트형으로 증류하면 워시의 성분이 그대로 냉각 장치로 보내지기 때문에 강하고 중후한 뉴포트가 만들어진다. 반면 볼록한 벌지형으로 증류하면 볼록한 부분에서 여러 번 기화된 알코올의 향미 성분이 환류를 반복하기 때문에 가벼운 맛이 나게 된다. 또한, 같은 형태라도 크기나 파이프의 각도, 가열 온도에 따라 완성되는 개성이 달라진다.
이렇게 양조가는 원하는 맛에 맞춰 사용하는 솥을 선택하고, 가열 온도를 조절하면서 개성이 풍부한 향과 맛을 구분해 만드는 것이다.
「
뉴포트
」
또한, 야마자키 증류소는 위스키 제조 90주년을 맞이한 2013년에 4기의 증류솥을 신설해서 현재 16기의 증류솥을 사용하며 10년 후, 50년 후를 내다보고 다채로운 원주를 계속 생산하고 있다.
「
막 증류한 무색투명한 뉴포트는 오크 등으로 만들어진 나무통에 담겨 저장고로 옮겨진다. 별도의 온도 조절 없이 사계절의 변화 속에서 숙성이 진행된다. 저장고 통 속 경년변화
」무색투명했던 ‘뉴포트’는 시간이 지남에 따라 나무의 성분이 녹아들어 호박색으로 물들고, 바닐라와 나무 향 등의 숙성향도 생긴다. 위스키는 사계절의 순환 속에서 여름에는 팽창하고 겨울에는 수축하며 야마자키의 공기를 듬뿍 빨아들인다.
오랜 시간에 걸쳐 숙성되는 동안 통 속에서 위스키는 자연스럽게 증발하고 내용물은 연간 평균 2~3%씩 줄어든다. 장기간 숙성된 위스키가 희귀한 이유이기도 하다. 스코틀랜드에서는 이 현상을 ‘천사의 몫’이라고 부르며, 인간에게 위스키 제조를 알려준 천사가 그 대가로 조금씩 위스키를 맛보고 있다고 전해진다.
가장 오랫동안 숙성된 원주는 60년 정도로, 이 정도의 오랜 숙성을 견딜 수 있는 고품질의 원주를 만들기 위해서는 양조가의 세대교체 과정에서 철저하게 원주를 지켜내는 것에 있다. 이러한 장인 정신인 100년을 이어온 산토리 위스키 제조의 강점이기도 하다.
「
통의 종류
」
산지가 다른 여러 나라의 오크를 활용하고 있는 산토리는 위스키 블렌드의 토대를 잡아주는 아메리칸 화이트 오크로 만든 큰 ‘펀천통’과 작은 ‘배럴통’에서 숙성한 몰트 원주는 바닐라와 나무 향 같은 온화한 개성을 더한다. 일본산 물참나무 목재를 사용한 통은 백단, 침향나무, 코코넛을 떠올리게 하는 일본 특유의 향미를 만들어낸다. 이는 싱글 몰트 위스키 ‘야마자키’의 섬세함과 깊이감을 표현하는 데도 빼놓을 수 없는 통이다.
다음으로 ‘어떤 술을 저장했었는지’, ‘몇 번째 숙성인지’ 등의 통의 경력을 말하는 ‘전력’을 토대로 위스키의 개성을 더해주기 위해 셰리 통이나 와인 통처럼 위스키 이외의 술을 저장한 통을 사용하기도 한다. 예를 들어 여기 있는 와인 통은 와인에서 유래되는 프루티한 향기를 느낄 수 있는 몰트 원주를 만들어 낸다.
통의 차이뿐만 아니라 같은 통이라도 저장 장소의 기온이나 저장고 안의 보관 위치 등도 원주의 향기와 맛에 영향을 미친다. 그 조합은 무한하며, ‘통 숙성의 신비’라고도 할 수 있다.
「
증류소에서 숙성 중인 각각의 통들은 양조가를 통해 숙성이 잘 되고 있는지, 원주는 새지 않는지 등 이 관리되고 있다. 통마다 ‘숙성 피크’가 달라 짧은 햇수로 개성을 발휘하는 원주도 있으며, 오랫동안 숙성시켜야 꽃을 피우는 원주도 있다. 따라서 그 개성을 파악하고 싱글 몰트 위스키 ‘야마자키’의 향기와 맛을 완성하기 위한 원주를 선택하는 역할은 ’블렌더’가 담당한다. 이처럼 양조가가 엄선해서 만든 다채로운 개성을 가진 원주는 블렌더의 숙련된 기술로 세심하게 블렌딩되어 제품으로 완성된다. 숙성의 신비
」야마자키 증류소에서는 당화부터 증류, 저장, 블렌딩, 병입까지 일본인의 섬세한 감각과 감성을 중시하면서 경험과 ‘인간의 오감’을 살려 싱글 몰트 위스키 야마자키를 만들고 있다. 위스키의 본고장 스코틀랜드에서는 여러 증류소가 자신의 위스키 원주를 서로 거래하며 맛과 개성이 다른 원주를 확보하는 반면 산토리 야마자키 증류소에서는 명수와 축복받은 자연환경을 활용하면서, 과정마다 ‘구분 제조’를 통해 증류소 안에서 다채로운 원주를 생산하고 있다. 이는 세계적으로 봐도 대단히 드문 일이다.
올해 담근 몰트 위스키 원주가 숙성되어 세상에 나오기까지 오랜 세월이 필요한 위스키 숙성은 양조가들이 대대로 지키며 키운 술이라는 가치를 지니고 있다.

Credit
- EDITOR 오정훈
- COOPERATION 산토리 글로벌 스피리츠 코리아
- 해시컴퍼니


MONTHLY CELEB
#허남준, #나우아임영, #프로미스나인, #나경, #채영, #지헌, #존박, #우도환













MOST LIKED ARTICLES
실시간으로 업데이트 되는
에스콰이어의 최신소식